
Page 49 - книга сга 80 с обложкой дополненная 2025
P. 49
Эра конвейера
Эра
конвейера
Саратовский завод газовой аппаратуры призван ос-
нащать быстро растущую газовую промышленность
страны техникой, позволяющей использовать газ
в больших масштабах для промышленных и бытовых
целей. Коллектив предприятия успешно решает эту
задачу. 21 июня завод досрочно выполнил свою пяти-
летку, увеличив выпуск продукции в сравнении с 1950
годом почти в три раза и повысив в два раза произ-
водительность труда. За годы пятилетки освоен ряд
новых изделий: регуляторы давления, стабилизаторы
давления газа и другие.
Завод значительно улучшил экономические показате-
ли. Так, себестоимость изделий снижена за последние
два года на 15-20 процентов. На одну треть снизился
удельный вес накладных расходов к производственной
зарплате. Значительно выросли накопления.
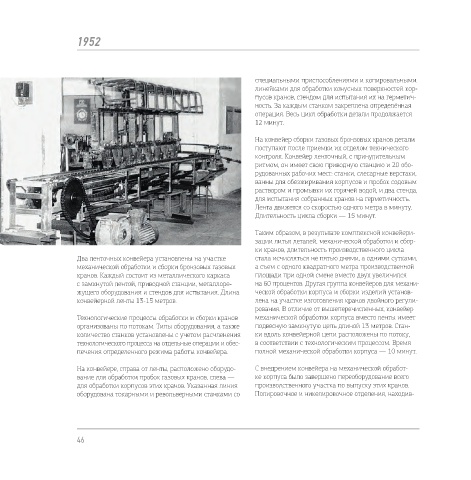
Конвейер в сборочном цехе
Хороших результатов коллектив добился благодаря
смелому и настойчивому внедрению конвейеров
и поточного метода на производстве. Изготовленные Разливка жидкого металла организована на специаль-
силами завода три конвейера позволили механизиро- ных площадках в конце конвейерных линий. Плавка
вать процессы формовки, обработки и сборки бронзо- производится в двух печах Зеленского. Оборудована
вых газовых кранов. камера механизированной сушки стержней.
На конвейере, установленном в меднолитейном отде- Введение в эксплуатацию конвейера в медно-литейном
лении, формуются и отливаются 7 разных деталей — отделении позволило перейти с двухсменного режима
корпуса и пробки газовых пробковых кранов трех раз- работы на односменный и при этом увеличить съем
меров и заготовки для сальниковых втулок. Он состоит продукции с квадратного метра формовочной площади
из трех параллельных линий. на 30 процентов.
45